Làm thế nào và bằng những gì để pha xẻng titan tại nhà
Xẻng là một thiết bị không thể thiếu trong kho vũ khí của bất kỳ chủ đất nào. Các mẫu titan có độ bền cao và có những ưu điểm quan trọng khác. Tuy nhiên, đôi khi khi tải trọng lưỡi lê tăng lên, kim loại có thể vỡ ra. Hãy cùng tìm hiểu cách pha xẻng làm bằng titan và những điều cần cân nhắc trong quá trình này.

Nội dung của bài viết
Đặc điểm của hàn titan
Khả năng hàn của kim loại này bị ảnh hưởng bởi một số yếu tố. Trước hết, titan có phản ứng hóa học cao đối với các loại khí trong không khí, bao gồm nitơ, oxy và hydro. Điều quan trọng nữa là kim loại có xu hướng phát triển hạt lớn hơn khi nhiệt độ vượt quá 800 độ.
Nếu titan được nung nóng đến 350 độ, nó bắt đầu hấp thụ oxy một cách tích cực. Kết quả là, một lớp màng được hình thành trên bề mặt (trong khu vực hàn), màu sắc thay đổi từ vàng sang tím, dần dần chuyển sang màu trắng.
Làm nóng đến 500 độ dẫn đến tăng độ bền và độ cứng của kim loại. Tuy nhiên, tính chất nhựa của nó giảm.
Sự tương tác giữa titan và hydro dẫn đến một hiện tượng có hại - hiện tượng giòn hydro. Nó góp phần làm tăng tính dễ vỡ của vật liệu. Sau khi titan nguội đi, phần hàn sẽ rơi ra sau một thời gian.
Sự gia tăng lượng hạt do tiếp xúc với nhiệt độ cao làm giảm độ bền của kim loại. Điều đáng ghi nhớ là titan có điểm nóng chảy cao. Khi làm việc với nó, bạn phải sử dụng nguồn nhiệt tập trung rất mạnh.
Khi hàn, đường may phải được bảo vệ cả hai mặt. Đặc biệt chú ý đến việc chuẩn bị cạnh. Bạn không cần phải làm nóng nó trong một thời gian dài. Khi hàn xẻng titan, cần theo dõi cẩn thận các điều kiện nhiệt độ. Để bảo vệ kim loại trong khu vực làm việc, nên sử dụng các hợp chất trợ dung đặc biệt. Viền kim loại cũng sẽ hoạt động. Có thể sử dụng đệm khí. Để tạo ra chúng, người ta sử dụng các buồng đóng gói.
Trong quá trình sửa chữa các khuyết điểm trên xẻng, bạn phải tuân thủ cẩn thận các biện pháp phòng ngừa an toàn. Bạn nên làm việc cực kỳ cẩn thận.
Vật liệu và thiết bị cần thiết để hàn xẻng titan
Quá trình này sẽ yêu cầu:
- Máy hàn. Nó phải hỗ trợ chế độ TIG. Nó phải có một đầu đốt.
- Một xi lanh chứa đầy khí bảo vệ. Helium, argon hoặc hỗn hợp cả hai đều phù hợp.
- Điện cực vonfram không tan chảy.
- Dây phụ.

Chuẩn bị hàn tại nhà
Để chuẩn bị kim loại để hàn, cần phải xử lý các cạnh của các khu vực sẽ thực hiện quy trình. Đảm bảo loại bỏ lớp kim loại có hàm lượng oxy và nitơ cao. Sự hiện diện của các hạt này trong khu vực làm việc sẽ dẫn đến sự suy giảm tính chất của đường may hình thành. Độ giòn của kim loại sẽ tăng lên.
Nếu phôi có độ dày không quá 4 mm, bạn có thể thực hiện mà không cần cắt các cạnh trong quá trình hàn. Trong các trường hợp khác, nó được thực hiện trong khi duy trì góc mở 60 độ.
Cũng cần phải bảo vệ phần gốc của đường may và vùng làm việc ở mặt sau. Ngay cả khi việc điều trị không đạt được phía đối diện. Thật vậy, khi titan tương tác với các chất khí từ không khí xung quanh, phản ứng bắt đầu ngay khi nhiệt độ đạt tới 300 độ.
Để bảo vệ đường may ở mặt sau, người ta sử dụng các miếng đệm làm bằng thép hoặc đồng. Chúng cần được lắp chặt. Bạn cũng có thể sử dụng phương pháp thổi argon, hướng vào các rãnh đặc biệt hoặc bên trong cấu trúc.
Nếu quá trình này có thể được thực hiện mà không cần bảo vệ mặt trong của các đường nối thì phải thực hiện các vết đứt để bề mặt nguội. Bản thân các đường nối phải ngắn, không quá 20 mm.
Phương pháp hàn xẻng titan bằng điện cực không tiêu hao (phương pháp TIG)
TIG là công nghệ hàn sử dụng điện cực gốc vonfram dưới sự bảo vệ của khí trơ. Cốt lõi của nó được coi là không tan chảy. Đây là hàn hồ quang thủ công - một hồ quang được hình thành giữa điện cực và phôi, và khí bảo vệ thoát ra từ mỏ hàn. Phụ gia được cung cấp thủ công. Điện cực được mài sắc một góc 45 độ. Dòng điện phải được duy trì trong phạm vi 100 ampe.
Sản phẩm có độ dày lên tới 1,5 mm có thể được nối đối đầu mà không cần sử dụng chất phụ gia. Trong các trường hợp khác, thanh được cho ăn. Chất phụ gia phải có thành phần phù hợp với hợp kim của khu vực gia công. Trước khi bắt đầu quá trình, nó phải được ủ trong chân không. Điều này sẽ loại bỏ hydro. Khi bịt kín, chất phụ gia sẽ giữ được đặc tính tối đa là 5 ngày.
Để thực hiện công việc, cần có dòng điện có cực tính không đổi, điện áp đạt tới 15V. Điện cực phải được hướng lên bề mặt ở một góc nhất định - 70–80°. Chất phụ gia được cung cấp vuông góc với trục điện cực.
Ảnh dưới đây cho thấy vị trí của điện cực và phụ gia khi hàn TIG bất kỳ sản phẩm titan nào.
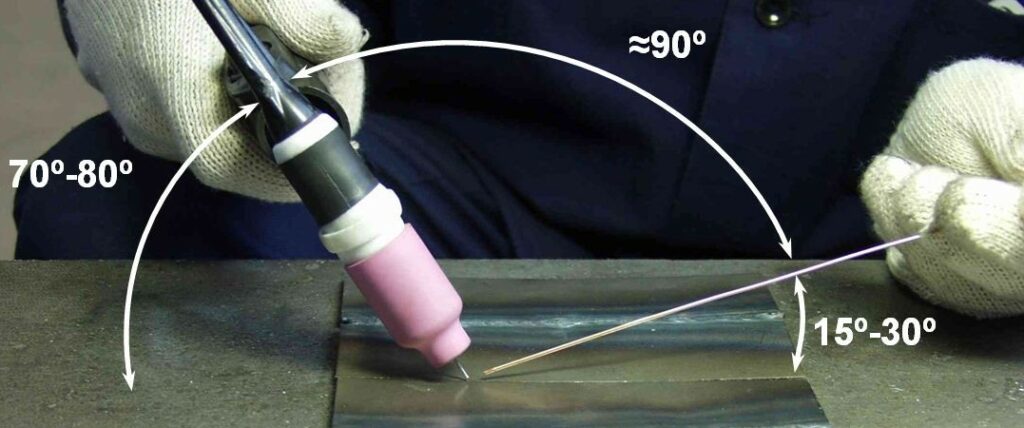
Việc hình thành đường may phải được thực hiện với các chuyển động chính xác. Cho đến khi khu vực làm việc nguội hoàn toàn, nên thổi argon lên đường may. Quá trình phải được thực hiện cực kỳ cẩn thận.





Tôi bị gãy 2 mảnh. Đây là những cái xẻng xấu, đừng tin ai cả. Chúng giống như đồ chơi. Và nếu đất rất nhẹ thì họ dùng cây chĩa đào ở đó.